

Savvy Inspector
Prüfgerät für Oberflächenunvollkommenheit
Savvy Inspector dient zur Messung von Oberflächenunvollkommenheiten. Der werkseitig kalibrierte Aufbau verwendet eine unveränderliche Beleuchtung und Beobachtungsoptik sowie eine eigene Analysesoftware, die eine objektive, wiederholgenaue und dokumentierbare Bewertung der Oberflächenqualität optischer Bauteile ermöglicht. Er arbeitet gemäß der ANSI/OEOSC OP1.002, dem Anhang C von MIL-PRF-13830B, dem Anhang A.3 von ISO 14997 und der ISO 10110. Dazu wird das System mit Kalibrierungsdateien ausgeliefert, die auf die gängigen Standards rückführbar sind.

Objektiv
Die Savvy Inspector-Software unterstützt die Erkennung von Oberflächenfehlern der Optik mit geringem Benutzereinfluss. Alle gängigen Vergleichssätze, einschließlich C7641866, können als Referenz für die direkte objektive Klassifizierung von Fehlern und Toleranzbewertung ausgewählt werden.

Zuverlässig
Die definierten Beleuchtungs- und Erfassungswinkel machen die Messung zuverlässig und konsistent – unabhängig vom Prüfort. Die Ringbeleuchtung vermeidet Beurteilungsfehler, die bei traditionellen Prüfungen durch die Prüflingsausrichtung entstehen können.

Präzise
Das große Sichtfeld des Savvy Inspector von 9 x 12 mm erleichtert die Erkennung von Unvollkommenheiten. Ein 1 mm² großer Testbereich wird zur Klassifizierung und Einstufung der Unvollkommenheiten verwendet. Die definierte Helligkeit macht selbst kleine Defekte sichtbar.
Produktübersicht
Savvy Inspector SIF-4E
Manuelle, softwaregestützte Prüfung

Der Savvy Inspector SIF-4E ist ein softwaregestütztes System zum Messen von Oberflächenunvollkommenheiten.
Savvy Inspector SIF-4M
Motorisierte Prüfung

Der Savvy Inspector SIF-4M ist die motorisierte Version des Savvy Inspector SIF-4.
Savvy Inspector SIF-8M
Motorisierte Prüfung für größere Prüflinge

Der Savvy Inspector SIL-8M ist die 200 mm motorisierte Version des beliebten Savvy Inspector SIL-4.


Anwendung
Der Savvy Inspector wird in der Optikfertigung zur Qualitätskontrolle von Oberflächenfehlern wie Kratzern, Wischern, Löchern, Beschichtungsfehlern oder Beschichtungsdefekten sowie Ausplatzern eingesetzt.
Software
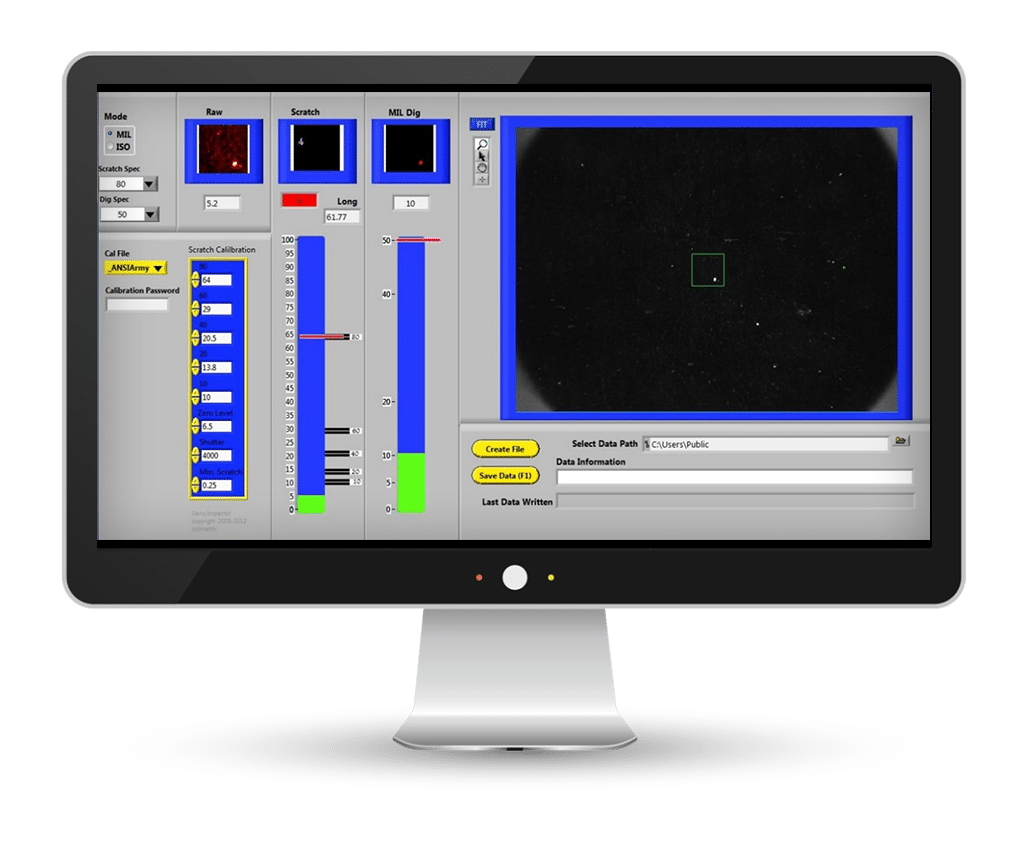
Savvy Inspector Software
Die Savvy Inspector-Bedienoberfläche wurde für eine einfache Bedienung in der Fertigung entwickelt. Weiterhin wurde die Anwendung mit der Rolle “Master Inspector” für die Qualitätsprüfung erweitert. Der Bediener gibt die gewünschte Inspektionsstufe ein und verwendet dann den manuellen X-, Y-Tisch oder den Joystick, um den gewünschten Fehler auf dem Bildschirm in Echtzeit zu lokalisieren. Bei motorisierten Systemen erstellt die “Autoscan”-Funktion katalogisierte Bilddateien für die gesamte Oberfläche und dokumentiert so den Zustand der Optik. Dies ermöglicht es dem Bediener, Bereiche auf dem Prüfling zu identifizieren, die eine weitere Überprüfung erfordern. Die Koordinaten können eingegeben werden und das System kehrt auf Knopfdruck an die gewünschte Stelle zurück.
Die Software ermittelt die Werte für Kratzer und Löcher automatisch. Kratzerlängen werden mit einem Mausklick gemessen. Der “always on” Inspektionsmodus und die Balken zur Visualisierung des einstellbaren Gütegrads ermöglichen es dem Bediener, ein einfaches objektives Echtzeit-Feedback darüber zu erhalten, ob ein ausgewählter Fehler innerhalb oder außerhalb der Toleranzgrenzen liegt.
Für die sorgfältige Dokumentation einer Linsenoberfläche bietet die Savvy Inspector-Software Datenverwaltungswerkzeuge an. Diese erlauben die ordnungsgemäße Erfassung und Archivierung von Detailbildern sowie des Gütegrades für jeden Fehler auf einer Oberfläche. Zusätzlich wird ein zusammenfassendes Protokoll im CSV-Format oder ein Inspektionsbericht erstellt.
Mit dem Tabellenkalkulationsprogramm SavvyAccumulator™ können Kumulierungsregeln angewendet werden. Der Qualitätsingenieur kann bei Bedarf benutzerdefinierte Kalibrierungsdateien für bestimmte Projekte oder Kundenanforderungen erstellen. Die Kalibrierungsdaten können dann gespeichert und aus dem Inspektionsmodus abgerufen werden.
Knowledge Base
Prüfung von Oberflächenunvollkommenheit
Besonders in den letzten Schritten der Glasbearbeitung – dem Polieren und Beschichten – können lokale Defekte auftreten, die die Abbildungsqualität des Glases beeinträchtigen. Diese Defekte werden wie folgt klassifiziert:
- Allgemeine Oberflächenfehler, z. B. Kratzer, Wischer und Löcher
- Unvollkommenheit der Beschichtung/Beschichtungsfehler
- Ausplatzer
Diese Unvollkommenheiten werden entsprechend der ISO 10110-7/ISO 14997 nach ihren geometrischen Größen oder entsprechend der MIL-PRF-13830B nach der Sichtbarkeit oder dem Aussehen der Unvollkommenheiten klassifiziert. Kürzlich wurde diese Art der Sichtbarkeitsspezifikation, die als “scratch and dig”-Spezifikation bekannt ist, auch in ISO 10110-7/ISO 14997 aufgenommen.
Prüfungen auf Oberflächenfehler werden in der Praxis sowohl durch Stichproben als auch durch eine 100-%-Prüfung durchgeführt. Die Prüfung erfolgt in der Regel rein subjektiv durch einen Prüfer, der die Fehlstelle visuell klassifiziert. Bei der Prüfung nach MIL wird die Probe nach ihrem Aussehen eingestuft, indem sie mit Artefaktnormalen (Kratzer- und Loch-Referenzen) verglichen wird, die den genormten Fehler der jeweiligen Klasse weitestgehend zeigen.

MIL-PRF-13830 beschreibt Defekte durch ihr visuelles Erscheinungsbild. Die Morphologie des Kratzers bestimmt seine Helligkeit.
Mehr Wissen für Experten
Dieser Artikel hat Sie begeistert? Sie sind auf der Suche nach weiterem Wissenstransfer?
Dann könnten Sie folgende Themenbereiche ebenfalls interessieren…